Building your own motion controller has never been easier… or more confusing. See the forest through the trees with this overview of motion controller choices.
In this deep dive we provide a detailed look at design choices for building a machine controller that provides precision motion control. We will answer questions such as whether it is best to build or buy motion control hardware and software, and what aspects of your application are most important for choosing one motion controller architecture over another.
Architect this
Designing a machine controller is all about architectural choices. Where will the amplifiers be located? Should I use a network? Can I build the whole controller on a single board?
The answer to these questions and others depends on five key factors:
- How many machines are you going to manufacture over your product’s lifetime?
- Do you need to tailor the shape, size, and cable connectors for the controller?
- What is the power level of the motors you will be using?
- What is the nature of your machine’s path planning and motion synchronization?
- How critical is time-to-market?
Keeping in mind these five questions, lets now survey the major motion control architectures in use today.
You look familiar
Architecture 1: Off-The-Shelf Motion Boards
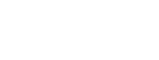
The first major machine controller architecture to look at is shown in Figure 1 and will be a familiar form to many. In this architecture, a purchased off-the-shelf motion board connects to external amplifiers, transmitting +/- 10V analog torque or velocity commands, or a digital command data stream over a network fieldbus such as EtherCAT.
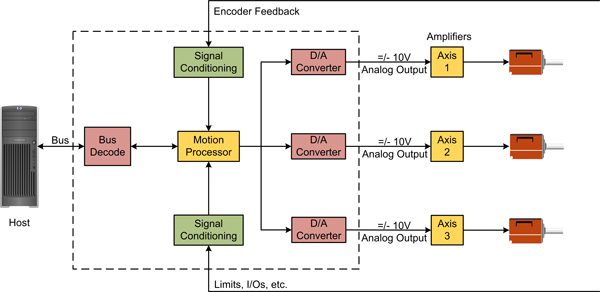
Figure 1: Off-the-shelf Multi-Axis Motion Board
The entire machine controller consists of a host computer – most often a PC, which holds the user code that controls overall machine behavior and user interface management, one or more off-the-shelf motion boards, and individual motor amplifiers for each axis.
The main choices that you will have to make if you use this approach are the motion board’s connectivity to the host, and the board’s form factor. In the past, popular bus formats included PCI and PC/104. Some of these formats, such as the PC/104 bus, more or less dictate the mechanical packaging of the board. More recently however serial bus-connected boards, sometimes called ‘standalone’ boards, are the more popular choice. The connections to these boards include networks such as RS-485, CANbus/CANopen, Ethernet, EtherCAT, and Profibus. These boards come in a variety of shapes and sizes depending on the end markets and applications they serve.
Pick a vendor, any vendor
Off-the-shelf motion boards have a number of important advantages, primary among them wide availability and flexibility from motion vendors. Performance Motion Devices, for example, offers motions boards via its Prodigy product line in PC-104, PCI, and stand-alone formats, utilizing Ethernet, CANbus, RS232, and RS485 communication formats.
Another key advantage of the off-the-shelf board approach is that the motion controller is independent of the motor power level and often even the motor type. For example, if the motion controller outputs a single phase +/- 10V signal, this can be connected to a DC Servo motor amplifier or a Brushless DC motor amplifier (as long as the amplifier performs commutation). If the user wants to increase the power of the motor, or change the motor type, the motion board doesn't need to be changed, only the amplifier.
The primary disadvantage of this architecture is wiring complexity and cost. For a typical servo motion axis, there are 15-25 wires that connect to and from each motor axis, depending on whether differential signals are used (which is highly recommended), and whether the controller or the amplifier performs commutation. Imagine building a controller for a ten-axis system using this approach. You would need bundles carrying hundreds of wires through the machine. This is a complex, costly, and potentially failure-prone design.
Some other disadvantages are that you have to live with the form factors of the boards you can purchase off the shelf, and that servicing is generally more complicated. Did the motion board have the problem? Was it the amplifiers? Is the problem in the cabling? More separate parts comprising the machine controller means more areas to check out if there is a problem.
Not your average motion board
With rapid improvements in the power density of switching amplifiers, a variation of the standard off-the-shelf motion board has been gaining popularity.
Illustrated in Figure 2, many motion control boards now come with optional piggyback amplifier boards, or in the case of PMD Corp's Prodigy®/CME Machine Controller product with individual amplifier modules (known as Atlas® Digital Amplifiers) that plug directly into the board.
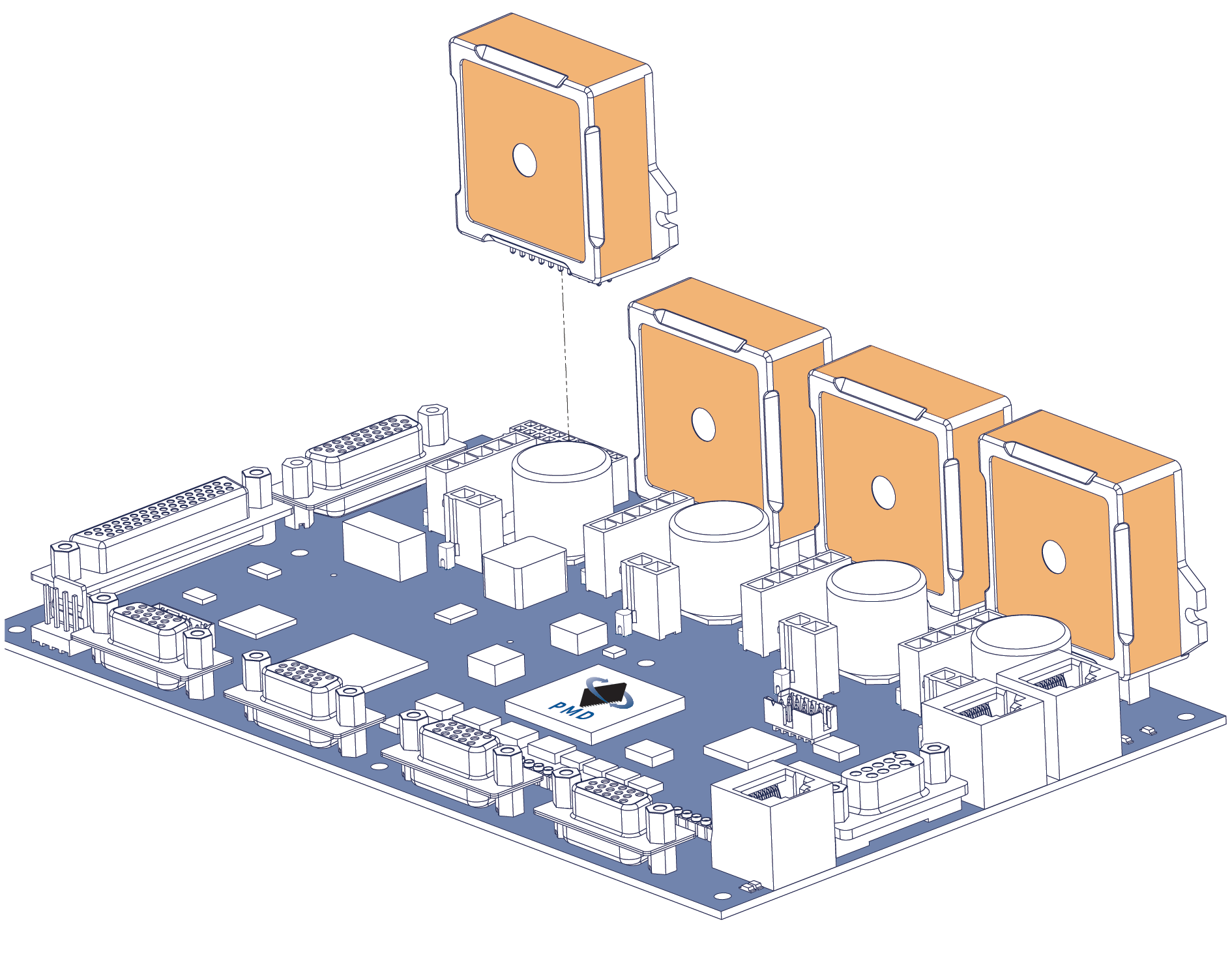
Figure 2: Piggyback Amplifier Board
One further variation of the piggyback amplifier board worth mentioning is a custom interconnect board that includes amplifiers.
Why would you build a custom amplifier board if off-the-shelf plug-in amplifiers are available? The answer is that an off-the-shelf board comes loaded with particular connectors. By building your own interconnect board you gain the ability to install connectors that are optimized for your machine.
OK, its time to put together the scorecard on off-the-shelf motion boards.
Design Scoreboard: Off-the-shelf motion boards
|
Feature / Benefit |
|
|---|---|
|
Low cost |
|
|
Supports high power |
✅ |
|
Supports complex paths (>20 amps) |
✅ |
|
Tailored form factor |
|
|
Fast time to market |
✅ |
I integrate, therefore I am
Architecture 2: Integrated Machine Controller Boards
The next type of architecture that we will discuss can be referred to as an integrated machine controller board, or an all-in-one controller board.
In this approach, shown in Figure 3, a microprocessor holds the machine application code, and generally, a separate motion control IC generates profiles, does servo loop closure, and manages the time-critical elements of axis control.
Figure 3: Integrated Machine Controller Board
Integrated machine controller boards may directly interface with the user through buttons or a keypad and screen, or may be sub-systems that receive commands from a host via Ethernet or other network connections.
The advantages of this approach are many-fold and begin with lower per unit cost, but also include easier serviceability since the entire controller board is a simple swap-out, reduced wiring since the amplifiers are on board, and user-definable form factors for the board and the connectors. This last feature is crucial for cases where the machine controller will be located at the machine itself rather than remotely in a separate rack.
What's the benefit to an 'in-situ' controller? First and foremost, reliability. Long cables mean more noise, and a separate controller rack means added cost. Simply put, size and space matter and with the integrated machine controller board, engineers are reducing the size by locating the controls right in the machine.
The main disadvantage of this control architecture is that there is more design work compared to an off-the-shelf motion board. While the cost and complexity of designing your own modern printed circuit board has come down over time, this is still a significant endeavor for many companies.
Thankfully there is help for this task. In particular you have options to buy rather than build the motion control IC. These handy components will be discussed in the next section, as will the question of designing your own or purchasing the motor amplifier.
Thankfully there is help for this task. In particular, you have options to buy rather than build the motion control IC. These handy components will be discussed in the next section, as will the question of designing your own or purchasing the motor amplifier.
A motion IC for your thoughts
When designing your own machine controller board you will quickly come upon the question of whether you should purchase a motion control IC off-the-shelf, or whether you should build a motion control IC from scratch by programming a microprocessor or DSP (Digital Signal Processor).
Figure 4 shows a picture of a general purpose motion control IC, The Magellan® family of ICs from Performance Motion Devices. These units provide profile generation, current control, servo loop closure, commutation, performance trace, auto-tuning, and a myriad list of other time-critical functions such as automatic safety checking and programmable breakpoints.

Figure 4: Magellan Family of General Purpose Motion Control ICs
These ICs provide up to 4 axes of control simultaneously, but versions are available from one to four axes.
Off-the-shelf motion control ICs save you the considerable time involved in designing your own profile generator algorithms and writing code for servo compensation filters. Even if you get libraries for those functions from the DSP vendor, you will likely have to tailor them for your own use. And you will still have to deal with putting everything together with the right timing. Servo update routines should calculate and output their values with metronome–like consistency to minimize unwanted harmonics in the motion output.
Another advantage of using something off-the-shelf is that these products come with example schematics for connecting to various encoders and amplifiers, and software packages that help you develop your machine by providing motion oscilloscope functions and automatic setup of axes connections.
So that would be wrong, right?
So you would be crazy to work directly with a microprocessor or DSP to do the motion control right? Perhaps a little, but not entirely. There are cases where writing everything from scratch or starting with DSP or microprocessor vendor-provided libraries is a good approach.
For starters, the cost of general purpose microprocessors is usually lower than for dedicated motion control ICs. So if the volume is high enough, that can become important. Also, if the motion profiles are fairly simple, and the machine controller that you are building won’t need to be used in a lot of different designs, writing your own motion code may be the way to go.
Show me the amperage
When designing your own machine controller board (or designing a custom piggyback amplifier board) you will need to consider how to provide motor amplification.
There are three major approaches that you can use, single-chip ICs, solderable modules, or discrete component designs. Which one will work best depends on the motor type you are driving, the performance level you need, and the power level.
- Single-chip ICs are low cost (~$5-15 per axis) solderable ICs provided by major semiconductor vendors. They generally max out at about 100W. Some of these units can provide current control, some cannot, depending on the motor type. Even if they do provide current control it is usually of the low performance type utilizing techniques such as fixed-off time PWM (pulse width modulation).
- Solderable modules are small (think a deck of cards or smaller) units that cost $75- $150 per axis. These handy units come from a variety of motion control vendors including Performance Motion Devices via its Atlas Digital Amplifiers. Solderable modules typically provide more sophisticated current control techniques such as Field Oriented Control (FOC) and provide safety features such as over and under voltage detect, over current detect, braking, and more. These devices seem to gain capability each day and can now drive to power levels of 500W output or above.
- Discrete component designs mean switching amplifier circuit with pre-drivers, current sense circuitry, MOSFETs or IGBTs, and additional control and protection circuitry. Cost per axis for the assemblage of parts is from $15 - $35 per axis. In the old days such an amplifier had to be designed on its own, but nowadays all of the logic and protection circuitry for current control, switch control, and shoothrough protection is available in the same motion control IC that does the profile generation. An example is the Magellan® MC58113 IC from Performance Motion Devices. This device integrates profile generation, servo loop closure, current control, switch signal generation, and current sense into a single, compact 100-pin IC.
Where is the world of amplification going? The only thing for sure is that tomorrow a given amplifier will be smaller and run cooler then the same unit today. That's because these devices ride on the back of ever-improving MOSFET and IGBT switching technology. This truism is what is driving the motion industry toward embedded board-based controls and away from cable connected racks and boxes.
Ok, less talk, more scoring!
Design Scorecard: Integrated machine controller cards
|
Feature / Benefit |
|
|---|---|
|
Low cost |
✅ |
|
Supports high power (>20 amps) |
|
|
Supports complex paths |
✅ |
|
Tailored form factor |
✅ |
|
Fast time to market |
✅ |
Little and/or big black boxes
Architecture 3: Standalone Controllers
Another architecture for building a machine controller is the standalone controller. In this approach the motion controller is a 'box', and is generally rack mounted, DIN-rail mounted, or mounted throughout the machine. These drives are usually but not always single axis, and are fed with a DC bus voltage, or for higher power versions AC from the wall. This architecture is shown in Figure 5.
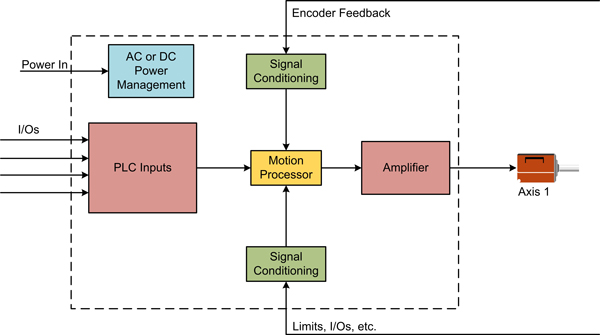
Figure 5: Standalone Motion Controller
You can think of each of these boxes as an off-the-shelf motion board packaged inside a box. But in reality these products tend to serve specific industries, and have specific interfaces to the outside world. Often they support some user interface functions such as buttons and small LCD displays showing status or program number. Very often the machine that is constructed using this type of motion controller is physically spread out.
A classic example of such a machine is a factory-scale continuous processing facility such as a bottling facility or candy manufacturer. Materials move down a line and interact with a large number of motion drives that execute small, simple, local function such as ‘push’, ‘pull’, ‘chop’, fill, etc. One or more PLCs or PCs provide overall control but each drive is triggered by local sensors for maximum speed and accuracy as the manufactured item moves past them.
To make this work, each local standalone motion controller has an ‘indexer’ or PLC input connector with I/O control bits. These input bits can control functions such as moving to a pre-programmed location, or executing a specific CAM profile. See my previous Synchronized Motion Deep Dive for more information on cam profiles and synchronization of drives.
Modern variations of these standalone motion controllers include the ability to download programs to an on-board memory, so that each drive can execute an autonomous sequence of actions such as, "start the motor at speed x, when signal y goes high then coast to a stop, after that wait for...".
Along with many vendors Performance Motion Devices provides products in this style, known as ION® Digital Drives. IONs are compact plastic and metal smart amplifiers which can execute a standalone indexer function such as detailed above. More on IONs in the next section as well.
Standalone controllers work well when the behavior of each axis is fairly simple and more or less autonomous. In addition, compared to off-the-shelf boards that use external amplifiers, wiring is easier. Each unit contains one complete functioning single axis controller, so the wiring used to interconnect a motion board to an amplifier is ‘in the box’.
The central disadvantage, at least historically, is that standalone machine controllers tend to be big, relatively expensive, and use PLC-centered programming languages. For some applications this is exactly what you want, since these units are easy to service and very robust. Classic examples of industries that are heavy users of PLC type motion controllers are the packaging and bottling industries. But if you are building a machine that is smaller than a factory, the size perhaps of a car or less, this architecture is unlikely to be the best option.
Design Scorecard: Standalone motion controllers
|
Feature / Benefit |
|
|---|---|
|
Low cost |
|
|
Supports high power (>20 amps) |
✅ |
|
Supports complex paths |
|
|
Tailored form factor |
|
|
Fast time to market |
✅ |
We’re gonna need a bigger network
Architecture 4: Distributed Drives
The final motion architecture that we will discuss uses strings of motion modules known as distributed drives, combining the synchronization ability of multi-axis motion boards with the reduced wiring and increased robustness of standalone motion controllers. While similar to the standalone controllers described in the previous section, with these devices it is the network that commands the motion and creates the overall machine controller function.
Shown in Figure 6, distributed drives use a network to communicate with a central host, but still have all the standard drive features of profile generation, amplification, and internal AC or DC power management.
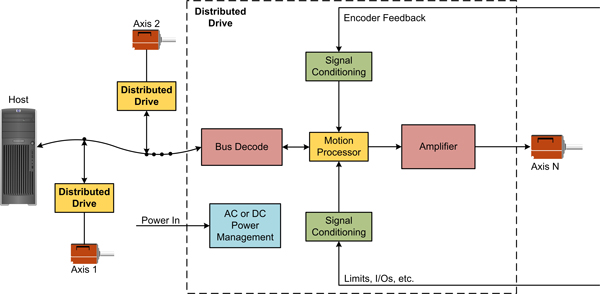
Figure 6: Distributed Drive
Depending on the application, two kinds of distributed drives are used. The first can be referred to as a tightly coupled drive, and uses high speed, deterministic networks such as SERCOS or EtherCat. The second can be referred to as a loosely coupled drive, and uses slower speed networks such as Ethernet, CANopen, and RS-485.
Tightly coupled drives require a motion board or a PC running special software to synchronize and coordinate the motion of each axis. Each drive receives rapid position and/or velocity updates, generally several hundred, or even several thousand times per second.
Loosely coupled drives are also controlled from the host, but utilize more profiling capability in the drive. In this architecture, commands are sent to each drive such as "move the axis to position x using a point-to-point s-curve". Interactions in those drives tend to be more autonomous, using local sensor inputs.
Joining a sizeable list of distributed drive vendors, Performance Motion Devices offers its ION® Digital Drive family. IONs are compact single axis drives from 12 V to 195 V with up to 20 amps drive capacity. As mentioned in the previous section IONs also serve as standalone drives. In the standalone mode IONs provide a "CME" (C-Motion Engine) so users can download their own code for autonomous operation. In the distributed drive mode IONs receive profile commands over a network from the central host.
The advantage of distributed drives, whether tightly or loosely coupled, is reduced wiring and increased reliability. Another big advantage is scalability. Adding one more axis to a distributed drive network is a simple matter of plugging in another drive. In multi-axis motion board architectures, adding another axis can require a whole new board purchase when (for example) a fifth axis must be added to a four-axis board.
Is that an amplifier on your motor or are you just...
An interesting variation of the distributed drive architecture is locating the drive on the motor itself. This approach eliminates external wiring from the drive to the motor, and therefore has an advantage of connection simplicity.
A challenge for this approach however is that the electronics, when mounted on the motor, will have the added heat output of the motor to contend with, along with whatever vibration environment the motor operation introduces. Bear in mind that if the electronics fail, you will have to replace the entire controller/motor unit, which may or may not be workable for your machine and its access points for servicing.
Cost for these controller-on-the-motor units can be both a positive and a negative. Cost advantages stem from the reduction of wiring and associated assembly cost. Cost disadvantages stem from the fact that electronics operating in the demanding physical and heat domain of the motor are tricky to design and require higher temperature ratings.
Design Scorecard: Distributed drives
|
Feature / Benefit |
|
|---|---|
|
Low cost |
✅ and No |
|
Supports high power (>20 amps) |
✅ |
|
Supports complex paths |
✅ |
|
Tailored form factor |
|
|
Fast time to market |
✅ |
Can you repeat that please?
When is one architectural approach used over another? There is no easy, simple answer, and sometimes two architectures can be used equally well for a given application.
In broad terms, the more cost sensitive the application the more likely it is that you will design your own board, and if possible, integrate on-board amplifiers. Since you are designing your own board you can choose exactly the connectors you want and set the form factor of the board for your own application. Another major trend driving design-your-own-board is the movement to locate the controller in the machine itself rather than in a rack remotely.
Highly synchronized applications such as machine tools will gravitate toward a tightly-coupled distributed drive approach. While not cheap, these drives allow flexibility in motor type and power range. Don't forget that you will still need a motion control board for overall path generation, or you will use a PC running dedicated g-code software.
A large middle ground of applications such as medical automation, semiconductor automation, scientific instrumentation, and low-power general automation, can be served by several approaches including off-the-shelf motion boards, custom built boards, and loosely-coupled distributed drives.
PMD Products Featured In This Article
Prodigy Motion Control Boards
Prodigy® Motion Control Boards come in various form factors including PC-104, standalone, and standalone with built in Atlas Amplifiers (Prodigy/CME Machine Controller). In addition to sophisticated 7-phase S-curve profiling, these cards provide multi-dimensional synchronized contouring, electronic gearing, and a range of other features to form the core of your next machine design project.
Learn more >>
Magellan & Juno Motion Control ICs
Magellan® and Juno® Motion Control ICs are perfect for building your own control board and achieving the lowest cost per axis. They feature the latest in servo motor control techniques including PID with feedforward, biquad filtering, current control with FOC, and PWM (Pulse Width Modulation) at up to 120 kHz. Magellan ICs are PMD's world-leading solution for positioning motion control, while the Juno products represent PMD's latest generation of high performance, low cost velocity & torque control ICs.
Learn more >>

ION Digital Drives
ION® Digital Drives combine a single axis Magellan IC and an ultra-efficient digital amplifier in a compact rugged package for control of step motors, DC Brush, and Brushless DC motors. In addition to advanced S-curve point to point moves, i2T power management, and downloadable user code, IONs provide stepper servo control mode for two-phase step motors as well as safety functions such as over current, over voltage, and over temperature detect. IONs are easy to use plug and play devices that will get your next laboratory equipment, patient treatment, or automation design project up and running in a snap.
Learn more >>
Atlas Digital Amplifiers
Atlas® Digital Amplifiers are compact single-axis amplifiers that provide high-performance torque control for Brushless DC, DC Brush, and step motors. Atlas amplifiers come in both a vertical and horizontal mounting configuration and are available in three power ranges; 75W, 250W, and 500W. They are used for direct control of motor torque or in conjunction with higher-level motion controllers providing position or velocity control functions.
Learn more >>
Ready to get started? Check out our Developer Kits!
Because you were interested in this article, you may also be interested in:
- Force Control in Actuators and Robot End Effectors
- Field Oriented Control (FOC) - A Deep Dive
- Digital Current Loop Significantly Quiets Step Motor Noise
- S-Curve Profiles - A Deep Dive
- Build vs Buy Of A Three Axis Motion Controller