Here is a deep dive into the world of packaging automation machines that dispense, seal, and label. Whether you are delivering brownies or blood packs, cookies or car parts, well designed packaging technology gets it there safely.
Introduction
More and more motion control systems are dedicated to the task of packaging manufactured goods so that they can be utilized by the consumer safely and efficiently. Traditional industries that use packaging automation include food & beverage processors, parts manufacturers, home and garden suppliers, and others. Newer users include the medical, laboratory, and pharmaceutical industries, which have brought on special demands in the areas of precision and cleanliness.
As we shall review, every aspect of packaging uses motion and automation. So grab yourself a beverage, sit back, and relax as we take this deep dive into packaging automation and the role of motion control.
Packaging Automation Systems
I Need To Work On My Portion Control
Figure 1 (below) provides a very broad overview of the packaging process. While the scale and size of various machines may be different, there are a few common elements.
- Dispensing
- Enclosing
- Labeling
Underlying each of these elements is the task of moving products from point A to point B as the packaging process progresses—we like to think of this as motion control.
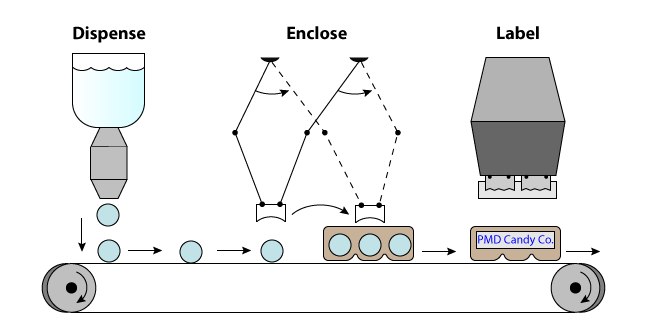
Figure 1: Packaging Machines share three steps in common: Dispense, Enclose, and Label
Let's start with dispensing or portioning, which means separating the correct amount of what we want to package. If the object is liquid, then motion control gets heavily involved via the control of pumps to dispense the correct amount of liquid.
Look here on how to improve liquid handling throughput by means of Direct Path Planning and Obstacle Avoidance Programming.
If the objects are solid, then there are several possible techniques for separating the correct amount of material. For starters, if the manufactured item is already separated (for example a cookie that is coming down a conveyor belt), the dispensing task simplifies the placement task.
There may also be flippers, pushers, spinners, and vibrators that may assist with this task. Very often the motion controls for these devices are as simple as a constantly spinning motor, but you may also find use for more intelligent mechanisms such as X/Y tables, articulated arms, or other programmable mechanisms. In each case, to build the motion controller, you will select standard motion control profiles, such as trapezoidal or s-curve velocity point-to-point moves, or customized profiles such as those loaded onto a CAM.
CAMs are frequently seen in packaging equipment because they allow every aspect of a mechanism's motion (position, velocity and acceleration) to be controlled and synchronized with an external feedrate such as from a conveyor belt. Take a look at this deep dive on synchronized motion which give additional insight into the use of CAMs.
Another trend for the placement of items for packaging machines is general purpose articulated arms, such as PUMA-style robots. If you are building a packaging machine, then most likely you will buy this type of robot arm and then focus on programming the profiles. If you decide to build the robot, you will probably need to deal with non-Cartesian motion control systems.
We know it's tempting to bring in inexpensive general purpose robots for a wide variety of packaging tasks. They are getting cheaper all the time and can do practically anything by way of moving, rotating, or re-orienting the items to be packaged. But don't forget that if a simple flipper or orienter will do the job, a general purpose robot may be overkill. Also, remember that a custom designed hardware setup will tend to perform tasks faster than a general purpose robot.
At the end of the day, your goal is to balance the higher design expense of a custom mechanism with the higher per unit cost of a general-purpose mechanism. Generally, this means amortizing the design time across the number of packaging machines you will be building, but remember that time-to-market also plays a big part in your decision.
There's Just No End To It
Another category of solids dispensing occurs when the solid is presented in a continuous stream such as from an extrusion, or when smaller measures of the final product need to be cut or otherwise separated from a larger stock piece. This is shown in Figure 2 (below).
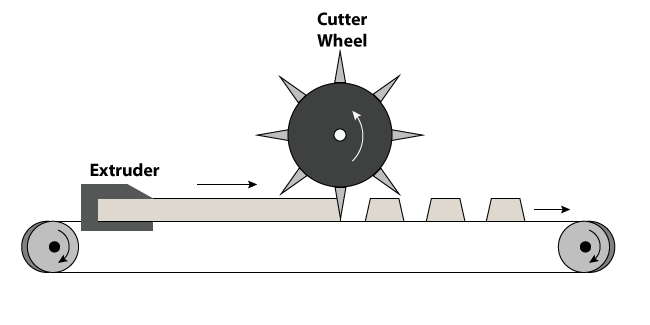 Figure 2: Continuous stream of material is dispensed/portioned using a cutter wheel
Figure 2: Continuous stream of material is dispensed/portioned using a cutter wheel
When cutting from a continuous feed of material, a simple rotating knife may be used. This is often accomplished using an electronic gear profile where an encoder provides the rate of incoming material flow allowing the knife to stay synchronized even if the rate of material increases or decreases. For more advanced applications, you may want this knife to be CAM controlled so that the resultant cut mark has a precise engagement profile with the feed stock.
Cutting smaller pieces from a larger stock piece may involve XY tables or other movement system coupled with one of a few types of cutters that include mechanical knives, laser cutters, and plasma cutters. The choice of cutter is generally based entirely on the material being cut.
Sealing The Deal
Once we have objects dispensed into the correct container or otherwise separated from the feed supply, we are ready to enclose, or seal them.
In the case of liquids, such as beverages or medicine bottles, this means placing a cap on a bottle or other type of container. From a motion control standpoint this is generally pretty simple. A spinning motor applies the cap, or a mechanism squeezes the cap on.
 Motion control techniques are used to insure that the cap is applied with the right force. Often this consists of an electronic torque mode amplifier to precisely control the desired force. Many vendors provide such products, including PMD Corp., which carries both module-based torque mode amplifiers called ION® Digital Drives, and solderable torque mode amplifiers called ATLAS® Digital Amplifiers.
Motion control techniques are used to insure that the cap is applied with the right force. Often this consists of an electronic torque mode amplifier to precisely control the desired force. Many vendors provide such products, including PMD Corp., which carries both module-based torque mode amplifiers called ION® Digital Drives, and solderable torque mode amplifiers called ATLAS® Digital Amplifiers.
The use of electronic motion controls in this application underscores a general trend in both manufacturing and packaging equipment, namely the 'electronification' of tasks that previously were mechanical. Why use an electronic CAM when a mechanical CAM will do the same job? Why control torque electronically when mechanical clutches can do the same thing?
 The short answer is flexibility. Today's machines have to do more. They are required to process several different kinds of products. Changing a packaging machine that uses electronic motion control is as simple as downloading new motion profiles. Another key reason is cleanliness. Mechanical changeovers are time consuming and messy. The moment the technician opens the "hood", contaminants may be introduced. This is particularly problematic for food, beverage, medical, and pharmaceutical processing machines which must maintain sterile operating environments.
The short answer is flexibility. Today's machines have to do more. They are required to process several different kinds of products. Changing a packaging machine that uses electronic motion control is as simple as downloading new motion profiles. Another key reason is cleanliness. Mechanical changeovers are time consuming and messy. The moment the technician opens the "hood", contaminants may be introduced. This is particularly problematic for food, beverage, medical, and pharmaceutical processing machines which must maintain sterile operating environments.
I've Got You In My Web
Many sealing operations apply a thin film of plastic or foil to seal liquids. This follows a general trend of single use packaging where the size of each sealed liquid parcel is arranged to match the amount required for a single use - for example one test, or one patient treatment. Packaging equipment such as this is one of fastest growing areas of the packaging industry—particularly for medical and laboratory analysis instruments.
Thin film application occurs using a process called "web control" or "web tensioning." It is a relatively common motion control challenge, also applicable to the task of product labelling (which we will discuss further in this article), as well as industries such as plastics forming, textiles, and others.
Figure 3 shows a web which is driven by two separate motors. There are actually many ways to 'thread' a web, but the key task is to maintain the web at a controlled tension while allowing the material to be feed at a specific rate. Some applications require the web to move in both directions, while most are unidirectional.
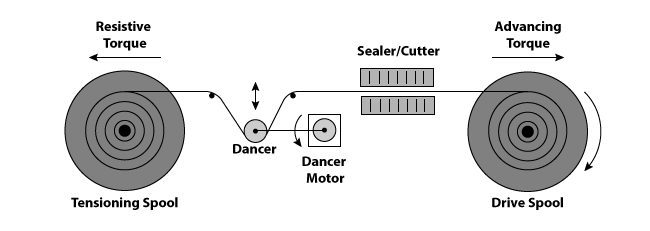
Figure 3: Web tensioning is a common packaging task for when applying films and seals
Depending on how the web must be controlled one of a few control schemes will be selected. A common scheme is the use of a primary drive motor or capstan which advances material forward while a separate tensioning motor or clutch provides a constant resistive torque.
It's important to note that the absolute actuator torque required to maintain a constant linear tension in the web material changes as the spool diameter changes. This concept is shown in Figure 4.
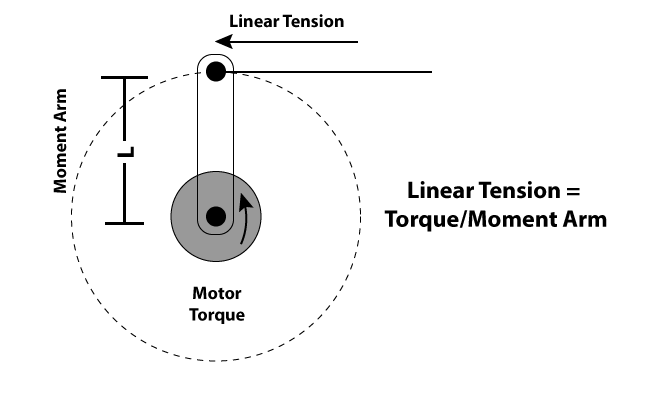 Figure 4: Linear tension changes as the effective diameter of the spooled material changes
Figure 4: Linear tension changes as the effective diameter of the spooled material changes
To measure the diameter of the material around the web tensioning motor, a special arm with an encoder can be used, or one of a few estimation methods can be used. These rely on the fact that if the dimensions of the feed reel and the take up reel are known, the ratio of the motions of the reels can be used to estimate the amount of material on each reel.
Another scheme used to tension webs is the introduction of a 'dancer' arm. This approach, while adding a new hardware element, presents a simpler control challenge because the dancer arm torque to web tension is a direct, unchanging ratio.
Finally, more complex systems control the position of both the drive spool and the tensioning spool. This allows the web velocity to be changed (accelerated) much more rapidly. Without this control the inertia of the spools, as well as the web material, will cause tension fluctuation under conditions of high acceleration and deceleration.
The motion control scheme to accomplish this typically cross-links the spools using acceleration and position feedforward so that under conditions of rapid acceleration the motors compensate for their own inertia and movement while still maintaining a fixed tension across the web.
Beyond Capping and Sealing
Beyond capping and applying a sealing film there is a veritable wonderland of ways to enclose the product. For example canning, bagging, insertion into pre-formed boxes or forms, etc… the list is endless.
From a motion control design standpoint many of these boil down to the same considerations we discussed earlier in the deep dive. Do I build a custom pusher, flipper, or insertion device, or do I buy an off-the-shelf articulated arm? Another design consideration is what level of control sophistication do I need for the mechanism?
The answers depend on the volume of the machine you are building, the desired per unit cost, and your time to market window.
Don't Label Me
Labeling means attaching marketing, shipping, or other information to the enclosed product(s). Sometimes the label is pre-printed and already on the container so there is no explicit product labeling step. But even when this is the case, there may be a need to apply batch information such as date codes or other manufacturing information.
Application of the label occurs via some sort of arm that interacts with the object to be printed. Most likely there is electronic motion control associated with this. For example if the application head needs to be positioned to handle different sized packages, then an automated system would be used to accomplish that.
Beyond traditional ink printers there are a wide range of labeling technologies such as laser printing as well as processes such as engraving, stamping, etching, and silk screening. Each of these may use motion control.
Here are some additional insights on how to build an automatic product labeler solution.
Most of the time we will use an electronic gear or CAM technique to synchronize the printing operation with the product if it is moving down a conveyor belt or other type of handler. As Figure 5 shows, the engagement often occurs via a rotating applicator that is synched to the incoming material feed rate. On the opposite side of the printing engagement point fresh ink may be applied, so that through simple rotation the printing mechanism is both applied and reloaded.
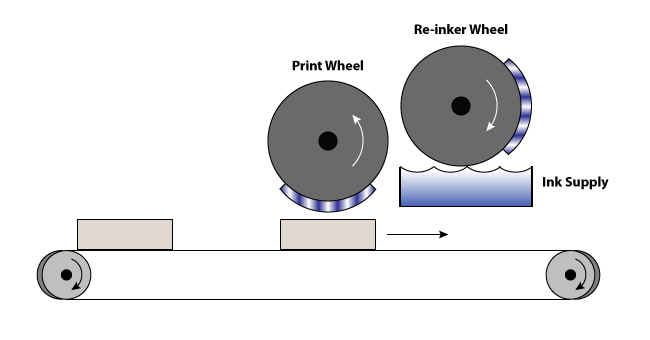 Figure 5: Electronic gearing or CAMming is often used to synchronize labeling to a feed rate
Figure 5: Electronic gearing or CAMming is often used to synchronize labeling to a feed rate
Packaging Automation Summary
Packaging automation machines are as varied as the materials they manage. Some of these materials weigh fractions of an ounce while others are the size of refrigerators. Nevertheless, they all share core tasks of dispensing and portioning, sealing and enclosing, and labeling.
Electronic motor controls provide key advantages in the areas of rapid machine changeover and reduction of contamination. For industries such as bottling the changeover to electronic motion control is already occurring. For newer industries such as pharmaceuticals and medical diagnostics supplies electronic motion control has been the norm from the start.
Wherever your machine will be used, modern motion controls get your machine up and running quickly, and your product signed, sealed and delivered.
You may also be interested in:
- How to Build An Automatic Product Labeler Solution
- Automatic Door Controller - A Use Case
- Digital Current Loop Significantly Quiets Step Motor Noise