
What are 3 core motion control techniques that can improve performance?
- Web Tension Control
- Proportional Material Spacing
- CAM-based profiling
Advanced motion control techniques provide crucial tools for building state of the art automated packaging equipment. Whether you are delivering pills, protecting a sterile product, bagging pretzels, or labelling parts; these three techniques deliver the goods.
Today’s packaging applications place high-performance demands on the motion controller. In this paper, we will review three widely used motion control techniques: web tension control, proportional material spacing, and CAM-based synchronized profiling. So, buckle up, grab your pre-packaged bag of munchies, and let's get started!
The seal of the century — web tension control
Web tension control is at the core of many packaging machines because so many of the materials used to seal, wrap or contain the packaged product are in the form of films and sheets such as plastic, foil or paper.
Figure 1 shows a representative flow path for web tension control. There are actually many ways to 'thread' a web, but the key task is to maintain the web at a controlled tension and speed, particularly in the zone where the material will be processed.
This processing zone is called the Internal Zone, and the other zones are the Unwind Zone, which unwinds the raw material to be processed, and the Rewind Zone, which re-spools the processed web for later downstream use.
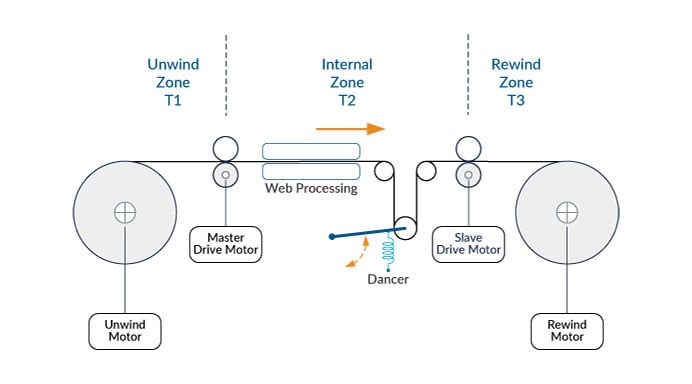
Figure 1: Basic Web Tension Control Materials Flow
Depending on the requirements of the web tensioning application, one of a few control options can be selected. In this example the Internal Zone uses a Dancer arm, which is essentially a spring-loaded arm with a position sensor. This sensor measures the web tension directly by measuring the deflection of the Dancer arm.
The feedback from the sensor continually alters the force being applied by the Slave Drive Motor while the Master Drive Motor determines the feed rate of the material through the Internal Zone. Instead of a Dancer some applications may use a Load Cell, but the overall web tension control approach is the same.
To establish the Unwind and Rewind Zone tension, it is common to use a simpler mechanism than a Dancer arm—typically a brake, or a motor programmed to resist or pull with a constant torque. But beware that a constant torque at the Unwind or Rewind motor will not deliver constant tension. This is because, as Figure 2 shows, the effective radius of the feedstock changes during winding and unwinding resulting in variable tensioning of the web.
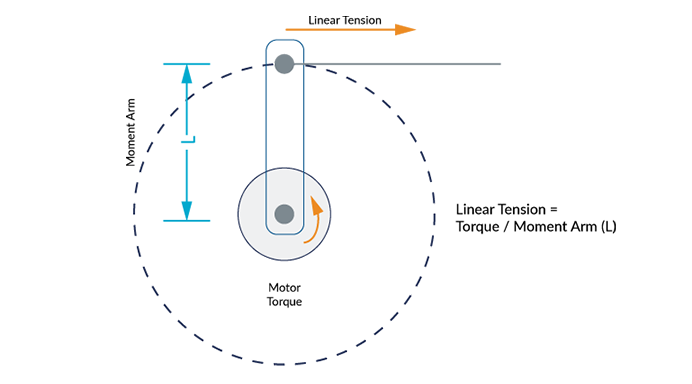
Figure 2: Unwind and Rewind Reel Force Diagram
The traditional way to correct this is to have a mechanical arm or ultrasonic sensor measure the effective radius of the spool. This radius value can then be used to adjust the motor torque control command, thereby linearizing the web tension.
Another challenge is tension control of a web that must accelerate or decelerate rather than move at a steady speed. This complicates tension control because the inertia of the web stock itself, as well as all of the hardware in the web path, will contribute to the effective tension seen in the web. To remedy this, adding feedforward compensation from the acceleration term of the profile generator to the servo compensation scheme is usually an effective solution.
A final word on web tension control centers around motors. Because of the need to control torque web tension controllers are the domain of servo motors only--typically DC Brush or Brushless DC motors. Of these two, BLDC motors provide the higher performance choice because they have higher torque output for a given size, and they are commutated electronically without mechanical brushes. This generally means a longer operational life and less particulate generation.
Marching one by one—electronic gearing for proportional material spacing
Before we are ready to fill, label, or encapsulate our product we need to get the raw materials stock into the right position at the right time. This often means converting randomly spaced incoming stock into nice orderly rows of material with consistent spacing. An example of an application used for proportional material spacing of an incoming parts stream is shown in Figure 3.
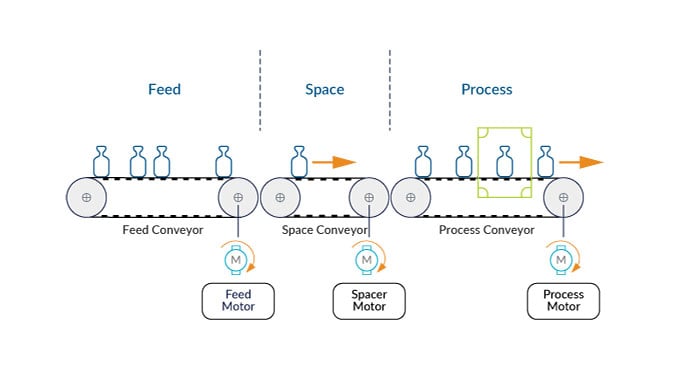
Figure 3: Conveyor-based Spacer
In the example above, three conveyors are arranged such that the feed materials will smoothly traverse from one conveyor to the next as it travels along. The feed conveyor passes the unequally spaced items to the spacer conveyor. Not shown in the diagram is a sensor that records the location of the item being conveyed so that it's spacing relative to the item ahead of it is recorded.
The Space conveyor uses this information in conjunction with an electronic gearing algorithm to speed up or slow down the Space conveyor so that by the time the item gets to the end of the Space conveyor it will be positioned correctly. Once spaced, the items are ready for processing by a downstream system.
What makes the above design work is the motion control technique known as Electronic Gearing. Both the Spacer Motor and the Process Motor are electronically geared to the feed conveyor speed, which is measured by a tachometer or quadrature position encoder. This means that if the feed conveyor slows down or speeds up the other two conveyors will automatically adjust themselves to maintain synchronization.
Never realized you were so flexible—CAM-based profiling
Now that we have a process conveyor with equally spaced items, we frequently need to apply a cap, label or other process to the moving item which can be done using a CAM profile. CAMs are frequently seen in automated packaging equipment because they allow every aspect of a driven mechanism's motion to be controlled in a fully programmable manner yet synchronized with an external moving source such as a conveyor belt, for example the process conveyor in Figure 3.
In Figure 4, a mechanism is shown where feedstock on a conveyor belt must be processed while still moving. In this example, the moving feedstock is empty cuvettes that are filled with liquid. Similar in-line packaging processes include labeling, heat treating, etching, crimping, sealing, capping and many more.
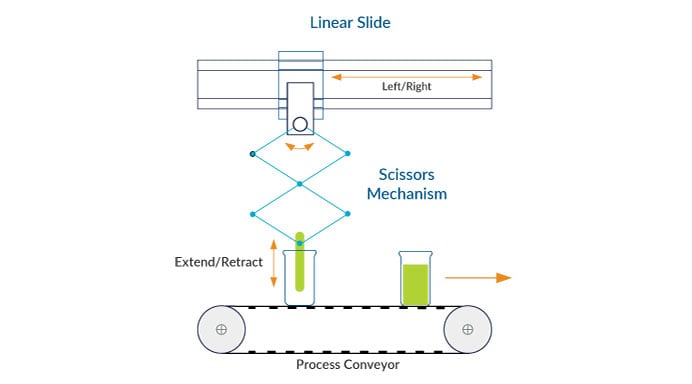
Figure 4: CAMs Drive Linear Slide and Extend/Retract Arm
Once again, the key to this application is that the conveyor position is measured explicitly via a motor encoder on the process conveyor, which in turn is input to the electronic motion controller for the linear slide as the master CAM lookup. Unlike electronic gearing where just a ratiometric command output is generated from the input position, with CAMming an arbitrary profile stored in the motion controllers memory is used to convert the input sensor position to the output command position for the linear slide.
This is shown in Figure 5. The linear slide tracks the motion of the conveyor until the end of motion, where it then rapidly returns to the start position so that it is ready for another fill cycle. The extend/retract CAM rapidly accelerates down into the cuvette where it stays during filling, and then rapidly returns to the top of its stroke.
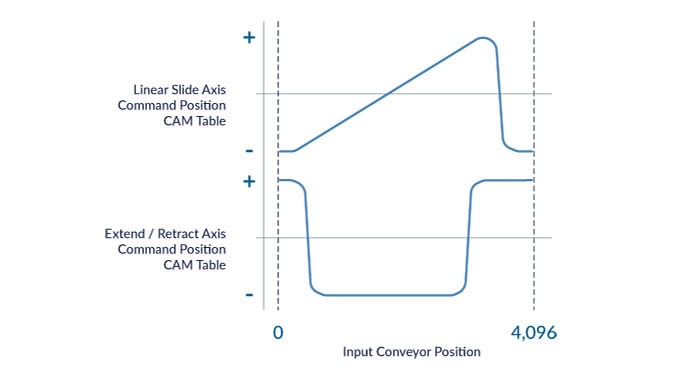
Figure 5: Linear Slide and Extend/Retract CAM Tables
With electronic gearing the CAMs not only execute the application-specific motion profile but stay synchronized with the conveyor belt, thereby automatically accommodating slow downs or speed ups of the incoming cuvettes on the conveyor.
Summary
Packaging machines are as varied as the materials and products they package. Some of these materials weigh fractions of an ounce while others are the size of refrigerators. Nevertheless, many packaging systems share core motion control tasks.
In this article we have reviewed three of the more common motion control tasks; web tension control, proportional material spacing, and CAM-based profiling. All of these motion control techniques have older mechanical equivalents but increasingly packaging machines are converting to electronic motion controls to provide key advantages in the areas of machine changeover, reduction of contaminates, and improved performance.
Whatever your automated packaging system challenge, modern electronic motion controllers can get your machine up and running quickly, and your product signed, sealed and delivered to the marketplace.
PMD Products That Work Well With Packaging Automation Equipment Design
Performance Motion Devices has been producing motion control ICs that provide advanced position and torque control of step motor, DC Brush, and Brushless DC motors for more than twenty-five years. Since that time, we have also embedded these ICs into plug and play modules and boards. While different in packaging, all of these products are controlled by C-Motion, PMD's easy to use motion control language and are ideal for use in pick & place machines, gantry, laboratory equipment, and a wide variety of other high-performance motion control applications.
Juno Family of ICs
The MC74113 and MC74113N are members of the Juno family of ICs and are perfect for building your own low cost, high performance microstepping or stepper servo motor controller. Juno ICs feature FOC (Field Oriented Control), two-phase waveform generation, high/low switching amplifier control signals, leg current sensing, and more. Available in packages as small as 7mm x 7mm and costing $12 in quantity, these ICs are an ideal solution to upgrade your existing pulse & direction controller for stepper servo operation, or for starting your next machine design project from scratch.
Learn more >>

MC58113 Series ICs
The MC58113 series of ICs are part of PMD's popular Magellan Motion Control IC Family and provide advanced position control for step motors, BLDC, and DC Brush alike. Standard features include s-curve profiling, FOC (Field Oriented Control), high/low switch signal control, direct encoder & pulse & direction input, and much more. MC58113 ICs can control step motors in a stepper servo mode or via a microstepping mode. Whether used for laboratory automation, pump control, pointing systems, or general-purpose automation, the MC58113 family of ICs are the ideal solution for your next machine design.
Learn more >>

ION/CME N-Series Digital Drives
N-Series ION Digital Drives combine a single axis Magellan IC and a high performance digital amplifier into an ultra-compact PCB-mountable package. In addition to advanced servo and step motor control, N-Series IONs provide S-curve point to point profiling, field oriented control, downloadable user code, general purpose digital and analog I/O, and much more. With these all-in-one devices building a custom controller board is a snap, requiring you to create just a simple 2 or 4-layer interconnect board.
Learn more >>
You may also be interested in:
- Two Approaches to Building a 3-Axis Gantry Controller Board
- Mechanical Resonant Frequency and How to Analyze It
- Improving Liquid Handling Robot Throughput by Means of Direct Path Planning and Obstacle Avoidance Programming
- How to Build an Automatic Product Labeler Solution
- Keep Your Step Motor Position with A Closed Loop Motion Control System